One of the essential elements of Lean involves a system of fast changeover. When the changeover time of equipment is quicker the downtime is less. One must consider that “Downtime” is the description of the eight deadly waste of a manufacturing setting. The basic tool to quick changeover system is known as single minute exchange of dies or I short SMED.
History of Single Minute Exchange of Dies (SMED)
Shigeo Shingo, a Japanese industrial engineer is the creator of single minute exchange of dies (SMED). He was extremely successful in helping business entities for decreasing their changeover times in a remarkable way through this approach. As a result of his ground-breaking work reductions in changeover times averaging were documented 94% (e.g. from 90 minutes to under 5 minutes) across a large range of organizations. It offers a fast and resourceful way of transferring a manufacturing procedure from running the current product to running the product after that. Single minute exchange of dies is a concept and set of techniques that make it achievable to execute equipment system and changeover operations in less than 10 minutes. We can also say that it happens in the single-minute range. In almost any function or practice SMED principles can be applied.
Purpose
Basically single minute exchange of die was developed in order to enhance the setups of die and machine tool. The main purpose is to decrease the setup stage to within minutes. The process of setup within minutes can be very complicated depending on the procedure; however in majority of cases, extreme cutbacks in setup time can be attained if the principles of SMED are followed.
Fundamental principles
The fundamental principles of SMED include classifying internal versus external changeover responsibilities, evaluating the actual purpose and role of all tasks, emphasizing on no or inexpensive solutions, and endeavoring to reduce changeover time.
Stages
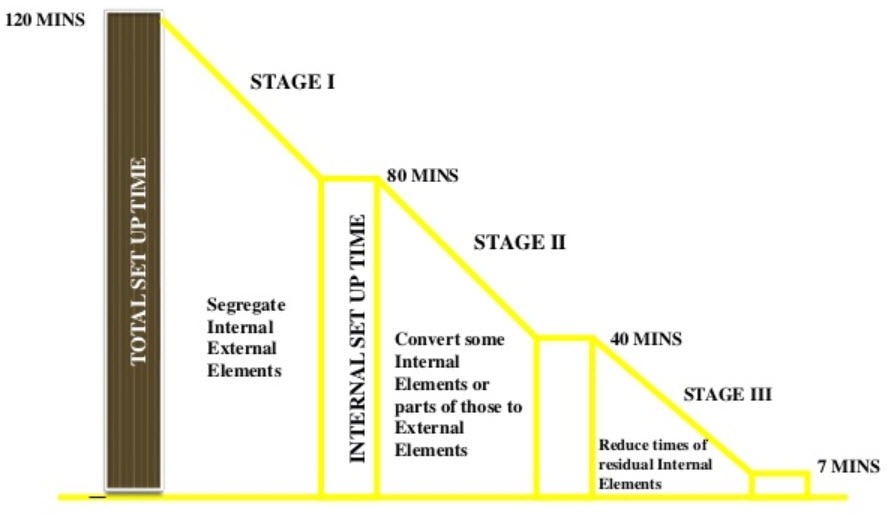
In general, SMED is divided into three stages and all of them have particular tasks and objectives. Each stage is interconnected and works jointly with the other stages.
The first stage is dividing internal and external system. Before machines are stopped for changeover there are specific tasks that can be done clearly. These tasks consist of lining up the accurate individuals, organizing parts and tools, making maintenance, and getting the parts and tools nearer to the equipment. Three functional techniques can be used for this purpose that includes; establishing and applying changeover checklists, doing function verifications on parts and tools, and decreasing transportation of tools, parts, and supplies. If we divide these tasks and execute them as external setup than we can reduce changeover time by 30% to 50% approximately.
The second stage is changing internal setup to external setup. It must be remembered that only the functions of first stage will not decrease internal setup time to within the single minute series. For this purpose we will need the implementation of second stage. This stage involves two primary steps in which the first step is to observe the exact roles and purposes of all operations in the current internal setup of company. The second step is to explore ways to transfer these internal setups to external setup. If we want to implement second stages in a productive and successful way than we must consider the functions as if they are new to us. Three functional techniques can be used for changing internal setup tasks to external setup which covers; planning operating conditions beforehand, standardizing tasks, and utilizing jigs that goes between.
The third stage is about streamlining internal and external components. In this final stage, the focus is on the improvement of each and every remaining internal and external system operation. It can be accomplished by observing all operations function and purpose closely one more time. More precisely, the intended improvements in this stage can be separated into external and internal system improvements. Basic methods in order to accomplish this are through “External Setup” and “Internal Setup”. External Setup involves keeping a systematized visual workplace. The Internal Setup includes applying corresponding operations, excluding the need for alterations, utilizing functional fixes, and automating functions.
Conclusion
Indeed, an organization and the people associated with that can reap lots of benefits through the effective implementation of SMED. To be precise, the benefits of SMED along with faster and well-organized setup times consist of enhanced flexibility, faster delivery, improved quality and greater productivity. By means of these plus points we can see simpler operations, protected changeovers, a reduced amount of inventory and more consistent work practices as well.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}