
Introduction and scope
Different researchers have different views regarding the effectiveness of visual quality inspection. Since the 20th century, most researchers term the visual inspection as defective and prefer new inspection tools. Visual inspection became popular in the 1950s and it kept on developing till now. 1990s computer-aided visual inspection came to the scene which was mostly applied to investigate visual inspection reliability in the aviation industry. In 2010 the technique of virtual reality was used for the training of quality inspectors.
A researcher, Mr. Jacobson in 1952, measured the effectiveness of visual quality inspection and held that its effectiveness ranges from 45-100%. Mr. Heida, in 1989, during the inspection of aircraft landing gear viewed that this method has effectiveness ranging from 57-98%. However, most researchers hold that this method is effective up to 52%.
Process of Visual Quality Inspection
The visual inspection process has several stages and each stage contributes to the effectiveness of the whole process. Generally, there are the following stages in the visual inspection process:
- Visual screening or visual search for potential defects.
- Detection of potential defects.
- Classification of potential defects.
- Decision classifying a product/service/component.
Step 1 Visual screening or visual search for potential defects
As mentioned earlier, it should be kept in mind that each stage is very crucial in determining the overall effectiveness of the process, so proper care is needed in each stage. In the stage when an inspector is visually examining the object, it requires great sensitivity and vigilance to detect the potential error.
Step 2 Detection of potential defects
In the first two stages, the inspector’s perception holds great importance because any minor mistake at this level might cause major errors. So, the first two stages need appropriate working conditions and inspector’s expertise in the identification of potential defects.
Step 3 Classification of potential defects
This is also an important stage in visual inspection and requires great knowledge and expertise of quality inspectors. In this stage, the inspector by making use of his findings in the first two stages classifies the defect into a particular category. Categorizing a defect into a particular group makes the implementation of the final stage of decision making easy.
Step 4 Decision making regarding classified potential defects
This is the final stage in visual quality inspection. This step involves decision making regarding the classified potential defects. In this step, the inspector has to decide whether the product or object having potential defects will be forwarded to further stages of the process, or if it should be separated from the good quality objects or products.
Comparing the Different Stages
The first two stages in the visual quality inspection process i.e. searching for defects and decision making are comparatively more important in the context of visual controls. Any decision variability of the inspectors can result in various errors, due to which a good quality product may be classified as a defective product and defective product may be as a good. The probability of these two errors is, in fact, key indicators of inspection efficiency. Moreover, there are certain types of ratios which are used to measure the efficiency of visual quality inspection.
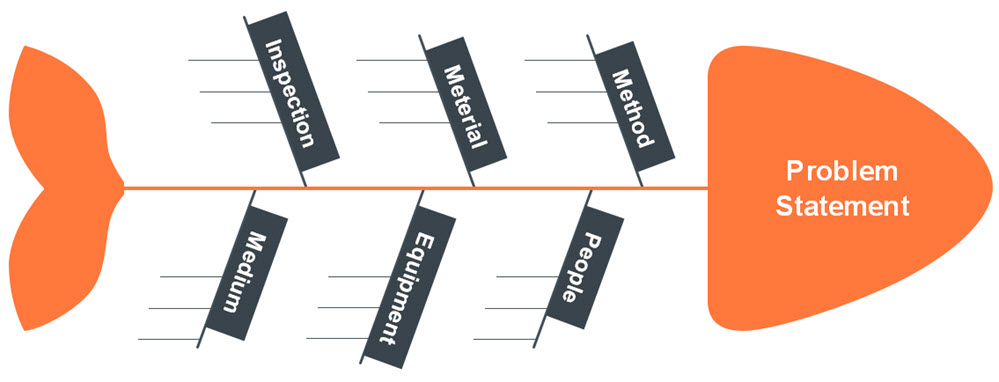
Factors Affecting Visual Quality Inspection
There are many factors that affect the efficiency of visual inspection. These factors can be divided into five major categories.
- Technical factors
- Psychophysical factors
- Organizational factors
- Workplace environment factors
- Social factors
Technical factors are those which are linked with the visual quality inspection in the production process. These factors may include product features, quality level and the availability of tools to be used in visual inspection.
Psychophysical factors refer to those factors that are linked with psychological and physical conditions of quality inspectors. These factors include intelligence, age, sex, temperament, health, and other mental conditions.
Organizational factors play a role in affecting the visual quality inspection. These factors include support in the decision-making process during the quality inspection, acquiring skills, number, and type of inspections, and stress factors affecting the quality inspectors.
Workplace environment factors are related to the workplace, where the quality inspectors work. These factors may include physical factors such as light, temperature, noise, and the organizational structure itself.
Social factors influencing the visual inspection may include pressure from others, whose interest may be contrary to quality inspectors. For example, production staff may pressurize the quality inspectors to approve their work and the employees of the management board may ask for reinspection.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}