Cp and Cpk are commonly referred to as capability indices and we will look at the difference between Cp and Cpk. They are both used to indicate the ability of a process to make a product that meets the specified requirement. They both compare the process spread to specification spread and are thus used to measure process capabilities. In any business, understanding the capability of a process is essential as this helps set achievable goals.
Difference between Cp and Cpk
Cp Indicator
The Cp index is the simplest indicator of a process capability. Cp is also referred to as “process potential index”; this index indicates whether or not the process is capable of producing products to meet specifications. It is measured using standard deviation and specification limits only. There is no indication of the ability of the process to adhere to a target value. Cp gives a description of forms.
Mathematically, Cp is expressed as follows:
Cp = (USL – LSL) / (6 x sigma);
Where:
USL = upper specification limit
LSL = lower specification limit
Cpk Indicator
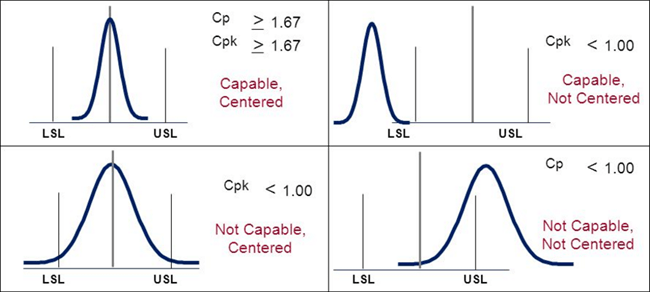
Cpk is more like an adjustment of Cp for a non-centered distribution effect. Cpk is known as the “process performance index” or “process capability index.” The difference between Cp and Cpk shows that as well as being able to indicate the capability of the process to produce within specification, in Cpk, there is an indication of the ability of the process to conform to the target value. Unlike the Cp, the Cpk is measured using standard deviation, specification limits and mean. Another difference between Cp and Cpk is that while Cp gives a description of form, Cpk provides that of form and location.
Mathematically, Cpk is expressed as follows:
Cpk = min {(µ – LSL) / 3 sigma, (USL – µ) / 3 sigma}
Where:
µ = Mean
It is important to note that the difference between Cp and Cpk indicates how far the average of the process and the target specification are from one another. When the average of the process is near the target, the Cp and Cpk gap closes, and when the specification value has an average equal to the target value, Cp and Cpk become equal.
Application of Cp and Cpk
Cp and Cpk are used for process capability when a process is under statistical control. It is used mainly for mature processes. Process capability makes use of the process sigma value which is determined either from the range, moving range, or sigma control charts. When working with continuous variables, statistical measures are quite useful, especially in manufacturing processes.
Cp and Cpk can be used when designing new products or processes. The Cp and Cpk will show you what the yield of the process should be, minus the effect of any variable cause. Comparing the expected yield of a process to the actual yield shows you how much room for improvement exists in the process. Emphasis on Cp and Cpk is made on prevention of any defects, and not the detection of defects. Cp and Cpk lead to higher yields, lower cost, fewer effects, and less inspection time.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}