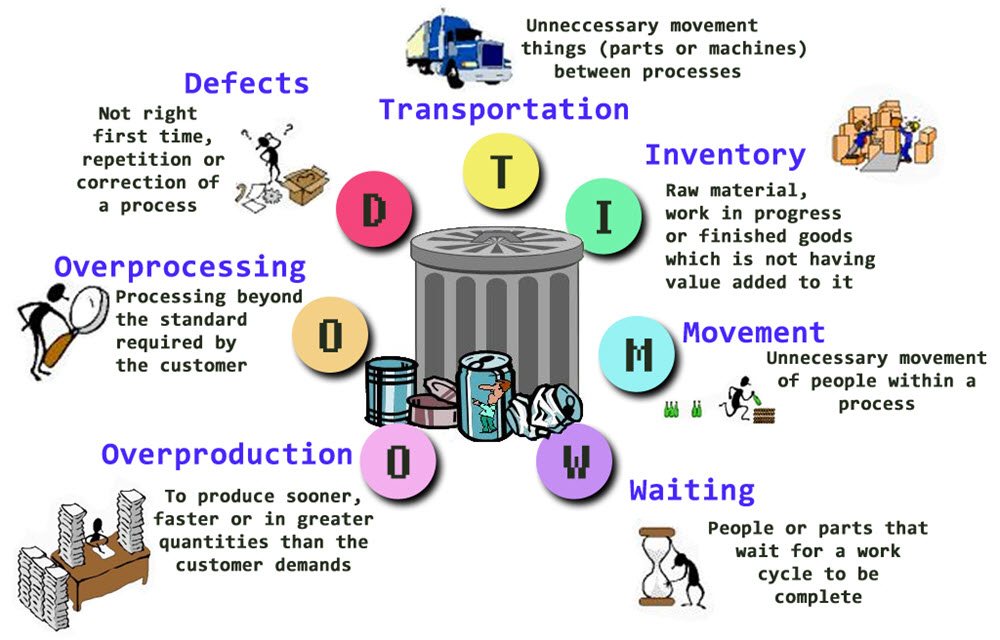
Managing a competent business entity covers lean manufacturing which is a technique for reducing waste that influences manufacturing strategies, production, and customer relationships. This method is useful in minimizing costs, boost profits, improve lead times, and increase customer satisfaction for an organisation. The term of “TIMWOOD” stands for: Transport, Inventory, Motion, Waiting, Over-processing, Overproduction, and Defects. When an organisation is able to classify existing wastes, it can be successful in reducing or even getting rid of them completely. Below each of the timwood lean wastes have been outlined and described.
The Seven Timwood Lean Components
Transportation
Starting with the first component which is “Transportation”, it means the movement of products in the meantime of different processes. This usually entails using a fork lift truck or a similar equipment to move products around the industrial unit. Generally this situation occurs due to overproduction and unproductive building or production layout. Why would our customer prefer us and pay us for someting that is of no value? If our transportation activities add no value to our products, than we are just wasting our money on the salaries of those people that shift material from one place to another. One must bear in mind that the waste of transport can incur a very high cost for our business organisation.
Inventory
The second component of timwood lean is “Inventory”, which covers products in production and finished stock that occupies our space and increases our cost. In lean manufacturing, the principle of “just in time” is an important concept which involves production in light of what the customer’s want, just when they need it. If we do not succeed in following these principles than the final result is overproduction and surplus inventory. For inventory management we must consider five major categories of comprising of finished products, sub-assembly, raw components, office supplies and MRO (Maintenance, Repair and Operations/Overhaul).
Motion
The third of the timwood lean components is “Motion” and the waste in this category includes the movement in a process which is different to the movement of material involving course of actions in transportation. The waste of motion can be applied to machines as well, which can be seen when it has to move for ten or twenty seconds before it really gets to the product and begins to carry out its purpose. In order to avoid any sort of stress or delays it is highly recommended to place the products and equipment in an uncomplicated and easy location.
Waiting
As far as the fourth component “Waiting” is concerned it includes any idle time caused due to lack of synchronization between two co-dependent procedures. It can take place because of people, machines, products, and information that affect the ability of workers to wait or work in an unproductive way. This component is usually a classic offshoot of conventional ‘Batch and Queue’ techniques. Likewise, waiting simply means that our product is increasing our cost without adding any value. This cost of the time which is spent on waiting will be eventually derived directly from an organisation’s profit.
Over-production
When it comes to the fifth component of timwood lean is “Over-Production” than we need to understand that it works in two categories. The first is producing something before the need is really created and the second is producing a product in excess which leads to work-in-progress and additional stock. Over producing can result in other forms of wastes as well. It will bring about surplus stock, which will cause material management greater than before along with more men hours and running expenditures. Occasionally even additional resources will be considered necessary to accumulate or shift this material. The basic objective must be to produce simply what is needed when it is needed by our customers. So in an easy way to follow the principle of Just-in-Time (JIT), on the other hand a lot of organisations tag along the principle of Just-in-Case.
Over-processing
The second last and sixth component is “Over-processing” which involves carrying out work operations for the customer, which exceeds the actual needs of customers. There are different examples to demonstrate over-processing such as painting those areas that won’t be even noticed, launching unyielding tolerances, and cleaning a product more than the required level. Over-processing can be avoided by standardizing finest methods to be followed by workers, establishing clear terms and acceptance for quality standards.
Defects
Last but not the least, the seventh component which is “Defects” includes those products or services that do not comply with our customer’s requirements, as a consequence it leads to customer disappointment. The costs of this component are usually described as an iceberg. The major expenditures are covered below the surface, and according to the majority approximations the exact cost of a defect is almost ten times of the original cost. So it is very important to steer clear of the waste of defects as much as possible, because it’s better to prevent them instead of making an attempt to identify them. For this purpose the implementation of poka-yoke systems and autonomation can facilitate in the prevention of defects.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}