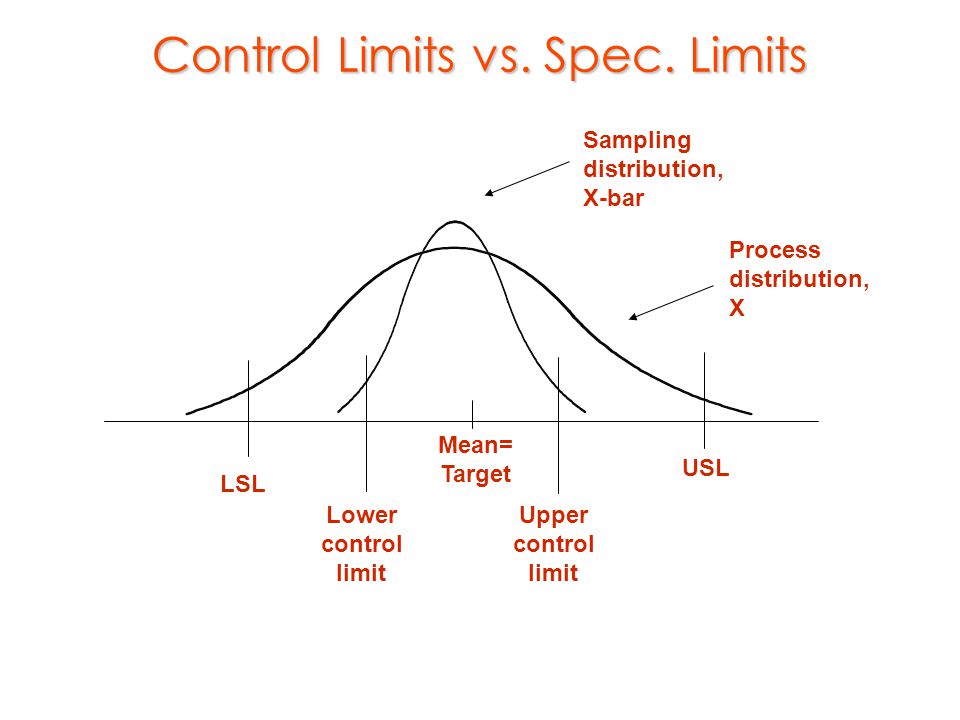
Control limits are indicators of the disparity in the performance of an operation. This is the real time value on which the process is operating. Specification limits on the other hand are the targets or goals set for the products or the process by the market performance, as an internal target, or even by the customers. In other words, this is the anticipated outcome on the measured metric. The major difference between the control limits and the specification limits is in the outcome of a process.
Specifications outline the permissible deviation from nominal or target. However, to really comprehend this, ‘permissible deviation,’ ‘nominal’ and ‘target’ has to be defined.
The particular level or state we are trying to aim for is known as the target or the goal; what is right is the nominal. Usually, the nominal and the target are the same but this doesn’t happen all the time thus, the control limits and specification limits. For instance, if we decide to fill cereal boxes, the nominal is the net weight which is printed on the box as we don’t want to give out cereal for free. However, on the other hand, everyone knows there will always be variation and if our target is the net weight, there is likelihood of finding some boxes that are lesser than the net weight and this can result in the payment of substantial fines. If that be the case, the target of the process is then set to be higher above the nominal so that there would be no box lesser than the net weight.
How the Nominal is Determined
For the control limits and specification limits, the proper nominal is that point in which there is a minimum loss to manufacturer and also to the end user (the customers). However, if this calculation proves difficult to perform, this just means that it isn’t usually done and then the supplier winds up getting the nominal based on the internal losses or by simply making use of the industry standard nominal.
The permissible variation of the nominal is typically based on losses. The specification limits have to be placed at the points in which the loss resulted from the variation (at the customer, end user and the supplier) is equivalent to the advantage of the product. Most times, the specifications are solely based on whatever the variation the subsequent operation can endure. Unfortunately, because the total losses aren’t considered, the specification limits are usually too loose or too tight and therefore costs the society countless billions of dollars.
Control limits are majorly based on previous performance. They tell you the certain inconsistencies the process has previously made with the aim of identifying if adequate change has happened in the past to justify modifying the process. There is a chance that a process does not have the capability to meet a certain specification while also being in statistical control; in this case, there is likelihood of producing items out of spec.
Furthermore, increase in variability is resulted from modifying a process which is in control. If an incapable process is in control, then modifying the process whenever it goes out of specification would really increase the variability as time goes on, therefore making it more difficult to meet the specs.
In other words, specifications are what are promised to the customers and this should be centered on the whole system losses. Control limits express the range of changeability that is expected from the process and these limits are based on real process outcome. And process variability impacts the whole loss of the process, the specification limit does not in any way affect the control limits.
Differences Between Control Limits and Specification Limits
The following are the disparities between control limits and specification limits;
- The major difference between the control limits and specification limits is the fact that the control limit is the voice of the process while the other is voice of the end user or the customer.
- Control limit values are calculated by the process while the specification limits values are defined by the user.
- Control limits apply to individual items while the specification limits apply to subgroups.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}